


Автоматичний завод SIP ASMP-200 PREFAB 4.0
Технологія: ОДНОКОМПОНЕНТНЕ НАНЕСЕННЯ ПУ, ЩО ЗАТВЕРДЖУЄТЬСЯ ВОЛОГІСТЮ
Автоматичний завод SIP ASMP-200 PREFAB 4.0
Технологія: ОДНОКОМПОНЕНТНЕ НАНЕСЕННЯ ПУ, ЩО ЗАТВЕРДЖУЄТЬСЯ ВОЛОГІСТЮ
Опис


Новий технологічний рівень будівництва
Gluestream є експертом у виробництві обладнання для будівництва будинків з використанням технології SIP. Ми пропонуємо машини та технології з повними програмними рішеннями для виробництва комплектів будинків у майстерні.
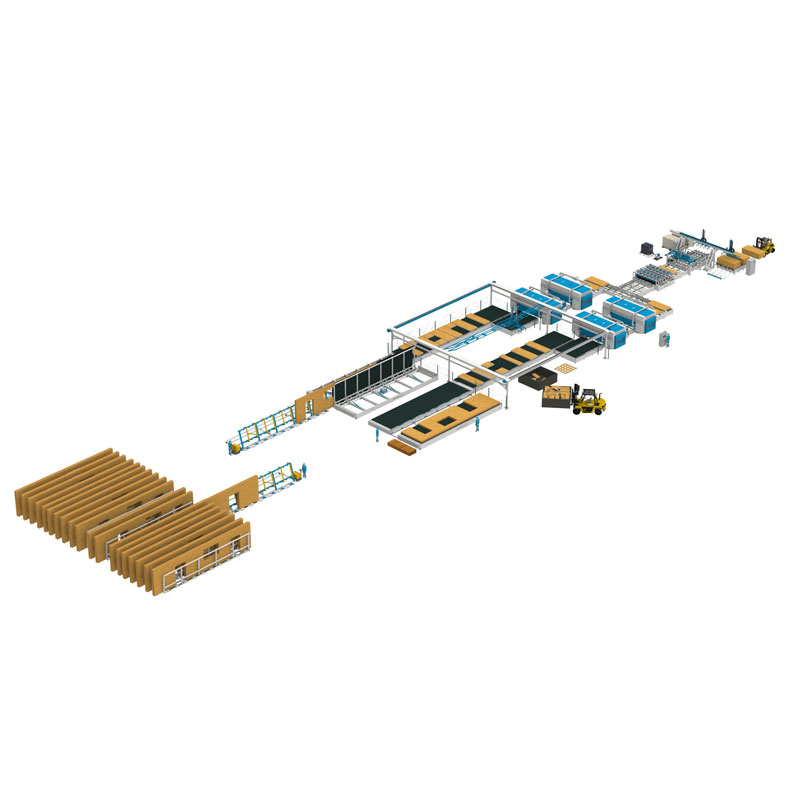
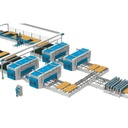
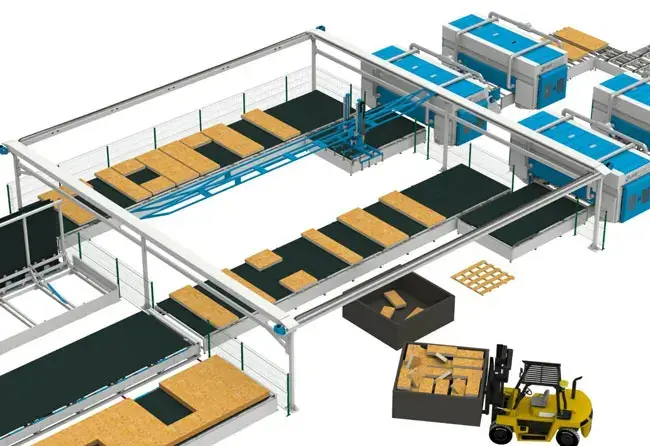
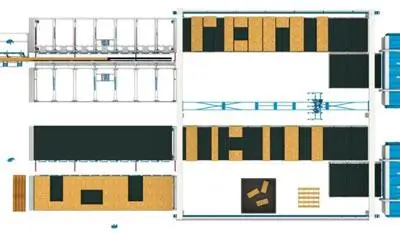
Автоматизована фабрика Gluestream ASMP-200 Prefab 4.0 призначена для виробництва готових конструктивних модулів з SIP панелей, які використовуються для складання будинків і будівель з різними типами дахів на будівельному майданчику.
Процес виготовлення передбачає можливість встановлення вікон і дверей, прокладання інженерних систем (електропроводка, сантехніка та вентиляція), а також внутрішнє та зовнішнє оздоблення модулів в умовах фабрики.
Цифровий дизайн
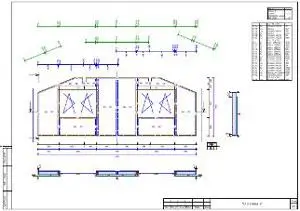
Проектування будинків здійснюється в CAD Dietrich’s (Німеччина). Це програмне забезпечення призначене для проектування будинків з SIP панелей. Воно має гнучку модульну структуру і може бути встановлено як ARX додаток для AutoCAD з підтримкою всіх функцій програми.
Популярний професійний CAD/CAM – повний комплект вихідних креслень;

3D візуалізація – перегляньте екстер'єр та інтер'єр будинку у великій деталізації;

Автоматичні термотехнічні розрахунки та інші спеціальні програмні модулі.

Автоматизоване виробництво
Виробничий процес автоматизований і контролюється системою виконання виробництва – MES (Німеччина), що підвищує гнучкість і ефективність підприємства та знижує ручну працю до оптимуму. Програмне забезпечення MES складається з ядра та додаткових програмних модулів.
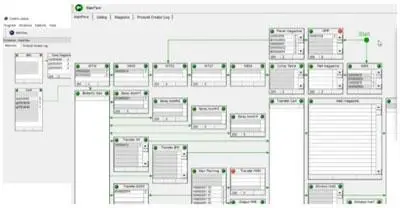
- Матеріалізація комп'ютерної моделі, створеної в CAD Dietrich’s шляхом налаштування даних, передача замовлення безпосередньо на виробництво та онлайн управління виробництвом;
- Візуалізація процесу виготовлення, автоматизоване планування послідовності операцій та планування маршруту руху заготовок;
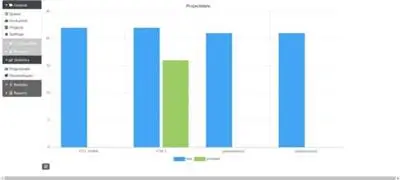
- Оцінка наявності необхідних ресурсів, матеріалів і компонентів, створення виробничих звітів, прогнозів, статистики для прямої видачі користувачеві або ERP.
- Пряме підключення автоматизованого виробничого обладнання до MES дозволяє передавати замовлення з точними наборами завдань та часом виконання;
- Інтеграція в систему та інформаційна підтримка робочих місць з ручною працею: підтримка збірних ділянок, управління складами та іншими додатковими об'єктами. Необхідна інформація відображається в режимі реального часу на екранах робочих місць. Немає потреби в друкованих кресленнях на всіх етапах виробництва;
- Процес виготовлення, статистика, звіти та інші дані доступні дистанційно в будь-який час через веб-інтерфейс.

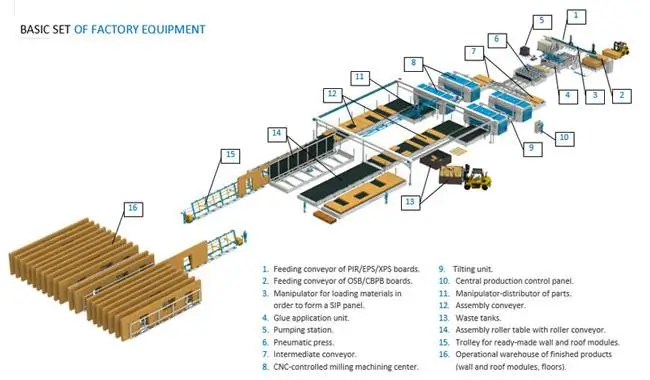
Базовий комплект заводського обладнання
- Подаючий конвеєр для PIR/EPS/XPS;
- Подаючий конвеєр для плит OSB/CBPB;
- Маніпулятор для завантаження матеріалів з метою формування SIP панелі;
- Блок нанесення клею;
- Насосна станція;
- Пневматичний прес;
- Проміжний конвеєр;
- Фрезерний обробний центр з ЧПК;
- Нахильний блок;
- Центральна панель управління виробництвом;
- Маніпулятор-розподільник деталей;
- Монтажний конвеєр;
- Баки для відходів;
- Збірний роликовий стіл з роликовим конвеєром;
- Візок для готових стінних та покрівельних модулів;
- Операційний склад готової продукції (стінні та покрівельні модулі, підлоги).
Виробничий процес і технологія
Автоматична фабрика починається з конвеєрів, які автоматично подають листи EPS/PIR/PUR та CBPB/OSB/MgO до маніпулятора. Автоматичний портал з використанням двох вакуумних маніпуляторів піднімає листи з палет і переміщує їх до зони нанесення клею.
Далі матеріал потрапляє в портал для автоматичного нанесення клею з маніпулятором, який збирає SIP панелі. Для склеювання SIP панелі використовується однокомпонентний поліуретановий PUR клей з відкладеним початком полімеризації.
Після формування двох SIP панелей, вони переміщуються по автоматичному конвеєру до пневматичного преса портального типу.
• 800-1000 кг/м2 сила пресування
• 3 хвилини пресування час
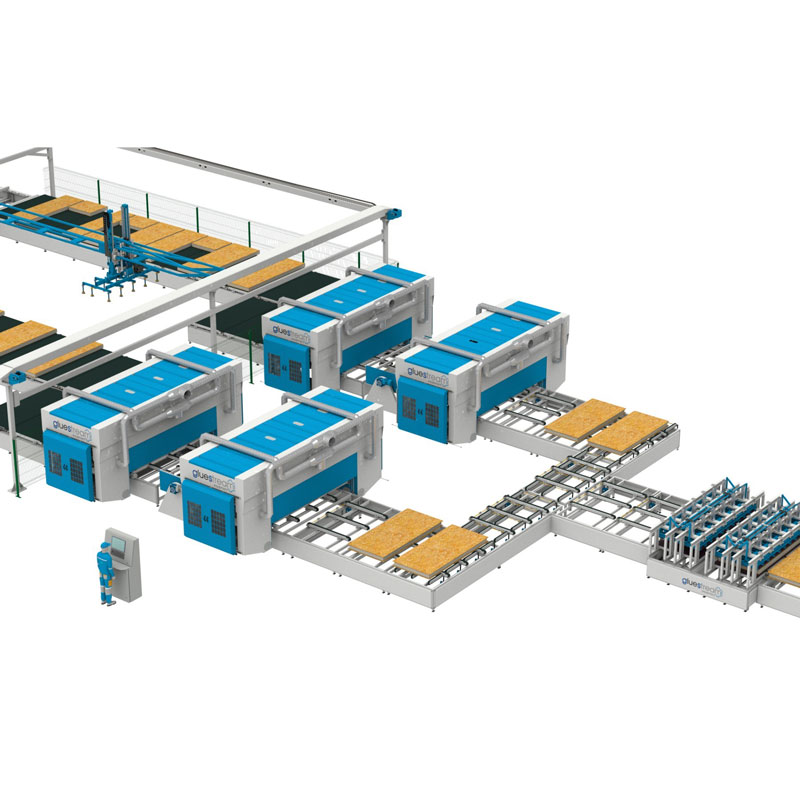
Після пресування SIP панелі переміщуються по конвеєру на проміжний конвеєр, очікуючи своєї черги для обробки в обробних центрах.





Дані файлів BTL, які генеруються CAD Dietrich’s, автоматично перетворюються в програми ЧПУ для обробних центрів. Дані графічно представлені у вигляді 3D моделі. Вони проходять кілька процедур оптимізації. Крім того, інструменти для обробки вибираються повністю автоматично. Шляхи та швидкість різців, їх вхід і вихід з матеріалу оптимізуються. Обробка здійснюється в 3 координатах. Пазування для з'єднувальних елементів (пиломатеріали, SIP вставки, OSB смуги) відбувається одночасно з різанням панелей.

Два подвійні обробні центри з ЧПУ встановлені паралельно в лінії. Перші центри в лінії обробляють SIP панелі, використовуючи спеціальний набір різців відповідно до програми різання на 2/3 товщини SIP панелі.
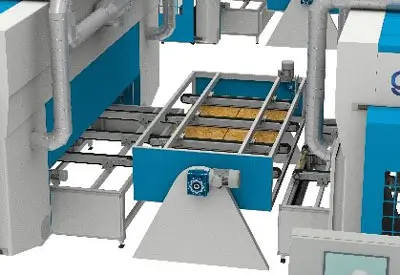


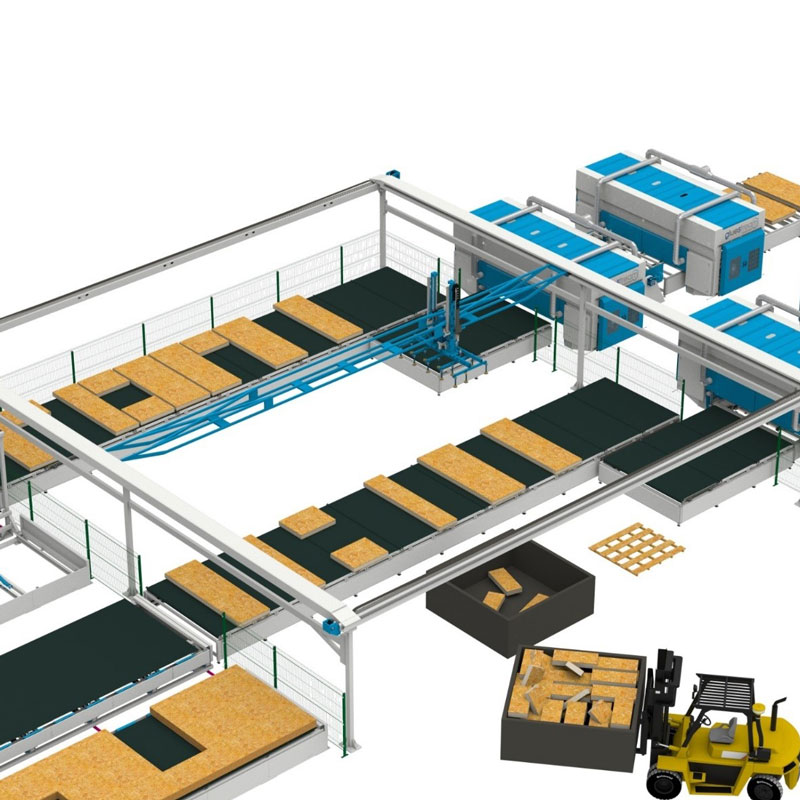
Маніпулятор-розподільник деталей
Активний пневматичний маніпулятор здатний захоплювати SIP-частини різних розмірів і конфігурацій з горизонтальним обертанням на 180 градусів.
Готові SIP частини автоматично складаються маніпулятором паралельно на двох збірних конвеєрах. Це досягає максимальної оптимізації різання матеріалу. SIP частини розкладаються на конвеєрах у правильному положенні та послідовності для їх подальшого складання в SIP модулі. Режим прискореного складання SIP модуля можна встановити на одному з конвеєрів.
Монтажні конвеєри
Після укладання всіх частин SIP на один з двох конвеєрів, він переміщує їх з зони роботи маніпулятора до зони складання і на відповідний монтажний стіл.

Одна частина кожного збірного столу оснащена активною роликовою системою. Вона дозволяє приймати та передавати складені SIP частини з збірного конвеєра на поверхню збірного столу. На кожному з нахильних збірних столів працюють два або більше збирачів.
Збірка повинна виконуватися за допомогою ручного електроінструменту.
Під час складання SIP модуля збирачі повинні керуватися кресленням модуля, яке відображається на екрані планшета/монітора та специфікацією.
Після складання SIP модуля з одного боку, монтажний стіл перевертає його на 180° на інший бік. Потім збирачі закріплюють другу сторону модуля за допомогою скоб, цвяхів або гвинтів.
Зібраний SIP модуль піднімається вертикально за допомогою монтажного столу і переміщується на візок для готових модулів за допомогою вбудованого роликового конвеєра.



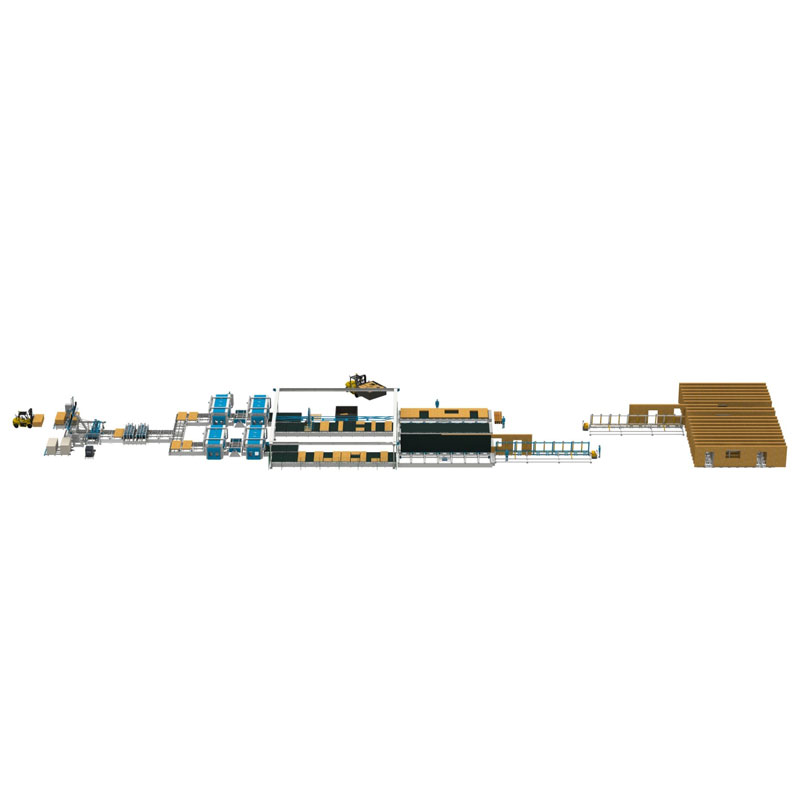
Операційний склад готової продукції
Візок з готовим SIP модулем переміщується електричним тяговим трактором до оперативного складу готової продукції.
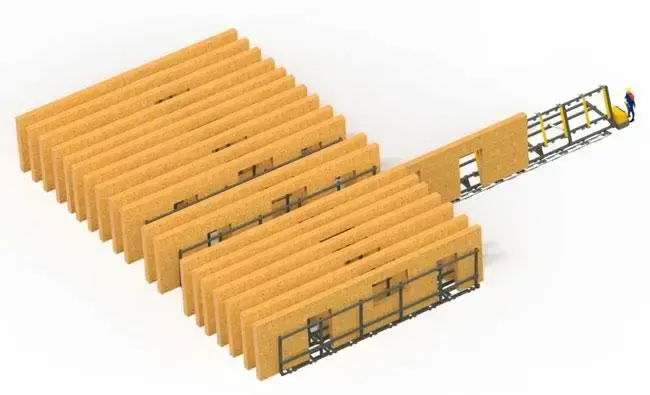

Номер, який потрібен для складання готового будинку, наноситься на кінець SIP модуля за допомогою ручного маркера.
За бажанням, можна встановити вікна, двері, прокласти комунікації та встановити оздоблення в SIP модулях за окремими схемами складання на існуючих або окремих монтажних столах.
Етапи виробництва та графік
І | ІІ | ІІІ | ІV | V | VI | |
Час | 4 хвилини | 4 хвилини | 4 хвилини | 40 хвилин | 40 хвилин | 8 годин |
Процес | збірка, склеювання та пресування | Обробка панелей з обох сторін за допомогою ЧПК | Обробка панелей з обох сторін за допомогою ЧПК | укладання деталей на монтажні конвеєри | збірка модулів | заповнення операційного складу |
Вихідна продукція | 2 панелі | 2 панелі | 20 панелей | 20 панелей=2 багатостінні | 2 монтажні багатостінні | 20 багатостінних (модулів) |
Персонал | 1 оператор Потрібен 1 водій навантажувача для доставки матеріалів та вивезення відходів | 1 оператор Потрібен 1 водій навантажувача для доставки матеріалів та вивезення відходів | 1 оператор Потрібен 1 водій навантажувача для доставки матеріалів та вивезення відходів | 1 оператор Потрібен 1 водій навантажувача для доставки матеріалів та вивезення відходів | 4-6 збирачів залежить від складності та вмісту модулів | 4-6 збирачів залежить від складності та вмісту модулів |
Продуктивність за зміну | 200 панелей SIP | 200 деталей SIP | 200 деталей SIP | 20 багатостінних | 20 модулів SIP | 2 збірні будинки |
Доступні додаткові опції:
1. Додаткові один або два монтажні столи з конвеєрами для складних сегментів, дахів, оздоблення та оснащення модулів;
2. Зона виробництва SIP вставок;
3. Зона виробництва клеєного ламінованого бруса;
4. Зона обробки відходів.
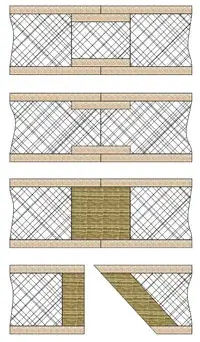
З'єднувачі SIP
Клеєний ламінований брус, дерев'яна дошка, SIP вставки та OSB рейки можуть використовуватися як з'єднувальні та обмежувальні елементи. Їх виробництво та різання здійснюється на додаткових лініях, що постачаються як опція та пов'язані з MES.
Вся техніка Gluestream оснащена модулем віддаленого доступу, що надає клієнту цілодобову онлайн підтримку через інтернет.
Будь ласка, зв'яжіться з нами, якщо вам потрібна наша технічна підтримка, і ми поділимося з вами своїми знаннями.
Наша команда має великий досвід у технології клеїв, набутий протягом багатьох років.
Допоміжне обладнання
Обладнання для клейового ламінування є важливим у технологічному процесі. Дізнайтеся, яке допоміжне обладнання придбали наші клієнти для покращення своїх операцій.
Альтернативні продукти
Якщо вас цікавить допомога у виборі обладнання і вам потрібна наша допомога у формуванні запиту на покупку або будь-які інші конкретні питання, не соромтеся звертатися до нас!