


ASMP-200 PREFAB 4.0 АВТОМАТИЧНИЙ ЗАВОД З ВИРОБНИЦТВА SIP МОДУЛІВ
Технологія: ОДНОКОМПОНЕНТНИЙ ПОЛІУРЕТАНОВИЙ КЛЕЙ
ASMP-200 PREFAB 4.0 АВТОМАТИЧНИЙ ЗАВОД З ВИРОБНИЦТВА SIP МОДУЛІВ
Технологія: ОДНОКОМПОНЕНТНИЙ ПОЛІУРЕТАНОВИЙ КЛЕЙ
ОПИС


NEW TECHNOLOGICAL LEVEL OF CONSTUCTION
Gluestream is an expert in the equipment production for the construction of houses using SIP technology. We offer machines and technologies with complete software solutions for the production of house kits in the workshop.
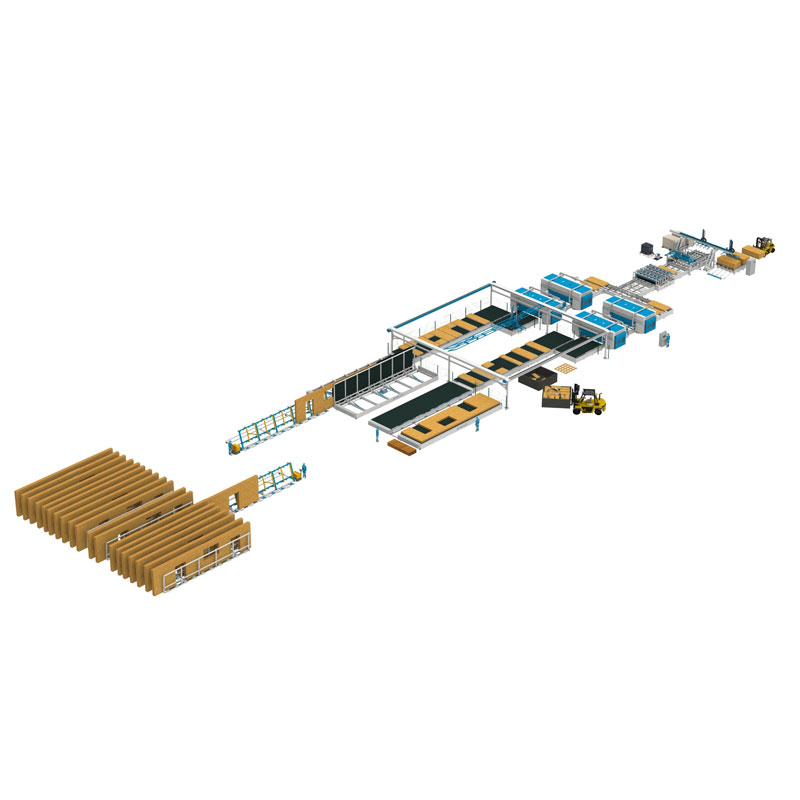
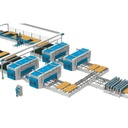
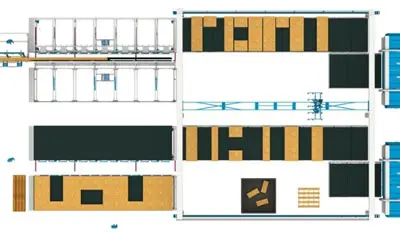
Gluestream ASMP-200 Prefab 4.0 automated factory is designed for the production of ready-made structural modules out of SIP panels that are used for assembling of houses and buildings with different types of roofs at the construction site.
Fabrication process assumes the possibility of windows and doors installing, utility systems laying (wiring, plumbing and ventilation), as well as interior and exterior decoration of modules in the factory environment.
DIGITAL DESIGN
Designing of houses is carried out in CAD Dietrich’s (Germany). This software is intended for houses designing of SIP panels. It has a flexible modular structure and can also be installed as an ARX application for AutoCAD with support for all the features of the program.
Popular professional CAD/CAM – complete set of output drawings;
3D visualization – see the exterior and interior of the house in great detail;

Automatic thermotechnical calculations and other special software modules.

AUTOMATED PRODUCTION
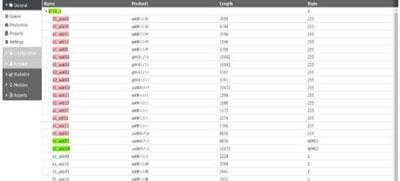
The production process is automated and controlled by the Manufacturing Execution System – MES (Germany), increasing the flexibility and efficiency of the enterprise and reducing the manual labor to an optimum. MES software consists of a core and additional software modules.
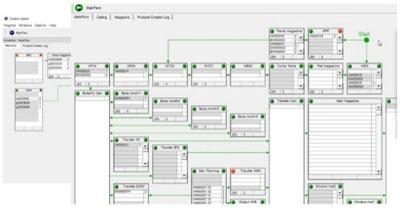
- Materializing a computer model, which was created in CAD Dietrich’s by configuring data, transferring an order directly to production, and online production management;
- Visualization of the fabrication process, automated planning of the sequence of operations and planning the route of workpieces movement;
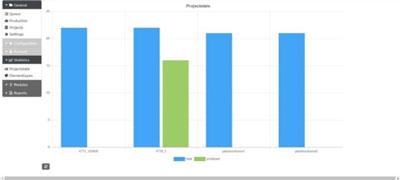
- Assessing the availability of the necessary resources, materials and components, generation of production reports, forecasts, statistics for direct issuance to the user or ERP.
- Direct connection of automated production equipment to the MES enables order transmission with precise task sets and execution timing;
- Integration into the system and information support of workplaces with manual labor: assembly section support, management of warehouses and other optional sites. The necessary information is displayed in real time mode on the screens of workplaces. There is no need for printed drawings at all stages of production;
- The fabrication process, statistics, reports and other data are available distantly at any time via web interface.


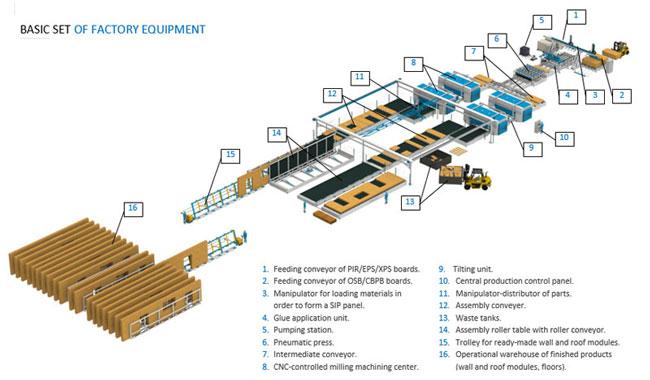
BASIC SET OF FACTORY EQUIPMENT
- Feeding conveyor of PIR/EPS/XPS;
- Feeding conveyor of OSB/CBPB boards;
- Manipulator for loading materials in order to form a SIP panel;
- Glue application unit;
- Pumping station;
- Pneumatic press.
- Intermediate conveyor;
- CNC-controlled milling machining center;
- Tilting unit;
- Central production control panel;
- Manipulator-distributor of parts;
- Assembly conveyer;
- Waste tanks;
- Assembly roller table with roller conveyor;
- Trolley for ready-made wall and roof modules;
- Operational warehouse of finished products (wall and roof modules, floors).
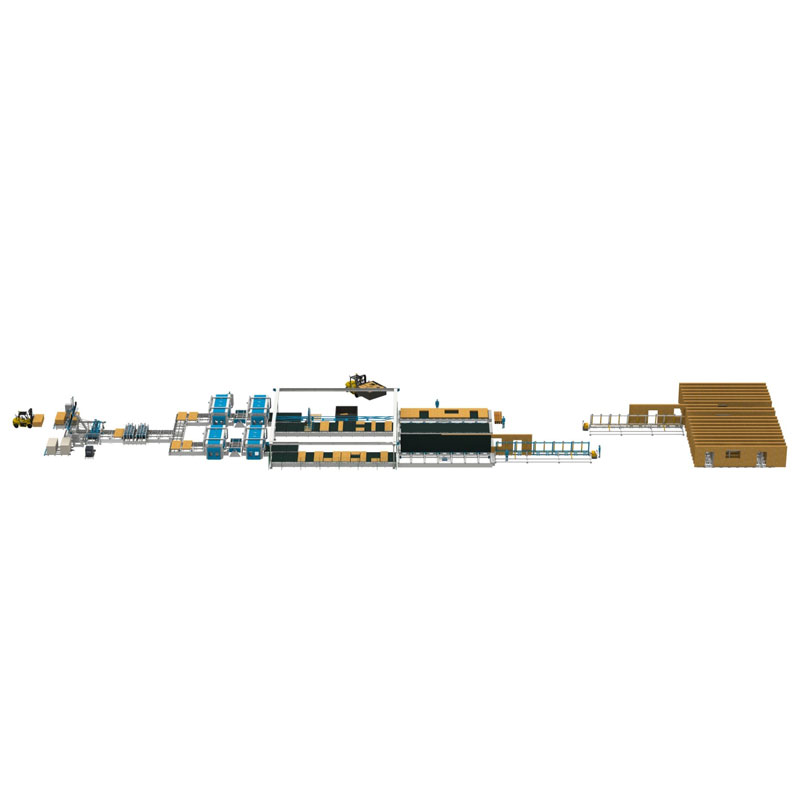
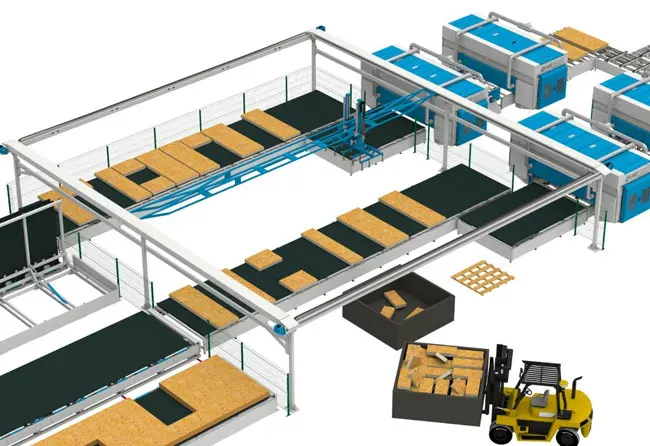
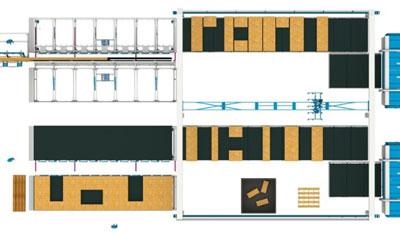
PRODUCTION PROCESS AND TECHNOLOGY
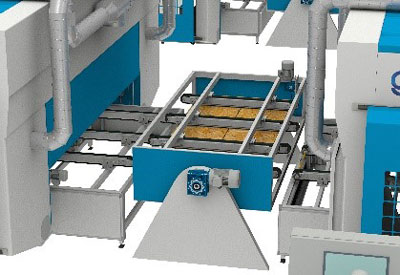
Automatic factory starts with conveyors that automatically feed EPS/PIR/PUR sheets and CBPB/OSB/MgO sheets to the manipulator. Automatic gantry using two vacuum manipulators picks up sheets from pallets and moves them to the glue application area.
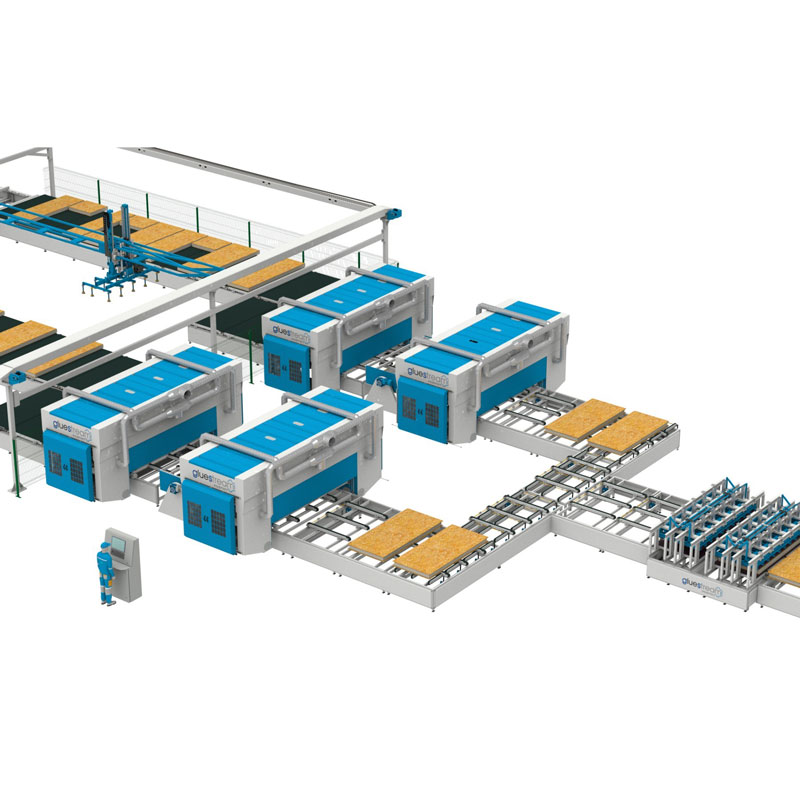
Further, the material enters the portal for automatic glue application with a manipulator that assembles SIP panels. One-component polyurethane PUR glue with a delayed start of polymerization is used for gluing the SIP panel.
After the formation of two SIP panels, they are transferred along an automatic conveyor to a pneumatic portal-type press.
• 800-1000 kg/m2 pressing force
• 3 minutes of pressing time
After pressing, SIP panels are transferred along a conveyor to an intermediate conveyor awaiting their turn for processing in machining centers.





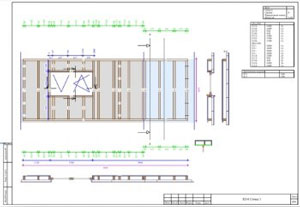
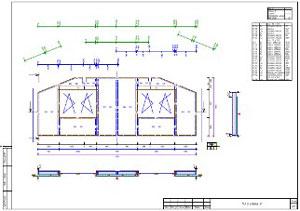
BTL file data that are generated by CAD Dietrich’s are fully automatically converted into CNC programs of machining centers. Data is graphically presented in the form of a 3D model. They undergo several optimization procedures. In addition, the right tools for machining are selected fully automatically. The paths and speed of the cutters, their entry and exit from the material are optimized. The processing is carried out in 3 coordinates. Grooving for the connecting elements (sawn timber, SIP inserts, OSB strips) takes place simultaneously with the cutting of the panels.

Two double CNC-controlled machining centers are installed in parallel in the line. The first centers in the line process SIP panels using a special set of cutters according to the cutting program for 2/3 of the SIP panel thickness.

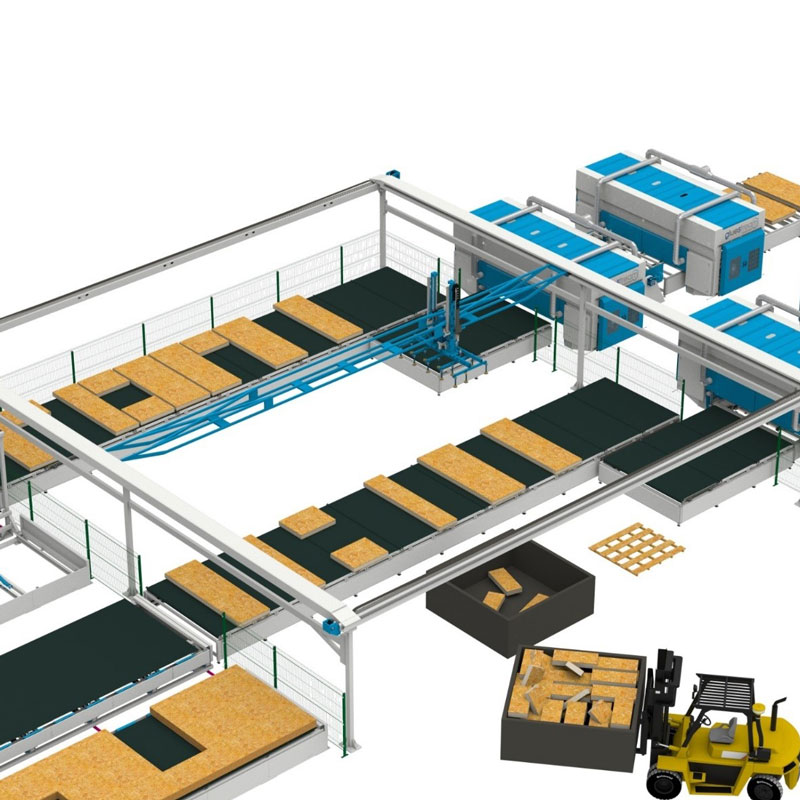
MANIPULATOR-DISTRIBUTOR OF PARTS
Active pneumatic manipulator is capable of gripping SIP parts of different sizes and configurations with a horizontal rotation by 180 degrees.
The ready-made SIP parts are automatically stacked by the manipulator in parallel on two assembly conveyers. This achieves maximum optimization of the material cutting. SIP parts are laid out on conveyors in the correct position and the sequence for their further assembly into SIP modules. The mode of accelerated assembly of the SIP module can be set on one of the conveyers.
ASSEMBLY CONVEYERS
After stacking all SIP parts on one of the two conveyers, it moves them from the manipulator operation area to the assembly area and to the corresponding assembly table.

One part of each assembly table is equipped with an active roller system. It allows receiving and transferring the stacked SIP parts from the assembly conveyor to the surface of the assembly table. Two or more assemblers work at each of the assembly tilting tables.
Assembly shall be performed with the use of a handheld power tool.
While assembling a SIP module, assemblers shall be guided by the module drawing, which is displayed on the tablet/monitor screen and the specification.
After assembling the SIP module on the one side, the assembly tilting table flips it over by 180° to the other side. Then assemblers fasten the second side of the module using staples, nails or screws.
The made-up SIP module is lifted vertically by the tilting table and transferred to the trolley for the ready-made modules using the built-in roller conveyor.



OPERATIONAL WAREHOUSE OF FINISHED PRODUCTS
A trolley with a ready-made SIP module is moved by an electric towing tractor unit to the operational warehouse of finished products.
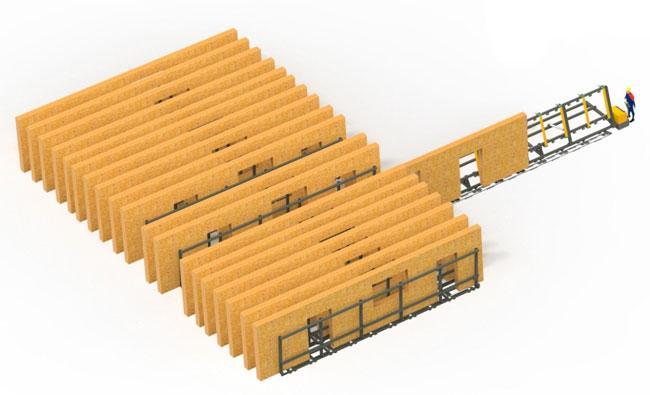

A number, which is required for assembling of ready-made house, is applied on the end of a SIP module with the help of a manual marker.
Optionally, it is possible to install windows, doors, lay communications and install finishing in SIP modules according to separate assembly schemes on the existing or separate assembly tables.
PRODUCTION STAGES AND SCHEDULE
І | ІІ | ІІІ | ІV | V | VI | |
Time | 4 minutes | 4 minutes | 4 minutes | 40 minutes | 40 minutes | 8 hours |
Process | ||||||
Output products | 2 panels | / | 20 panels=2 multi-walls | 2 assembly multi-walls | ||
Staff | ||||||
Productivity per shift |
ADDITIONAL OPTIONS AVAILABLE:
1. Additional one or two assembly tables with conveyors for complex segments, roofs, finishing and modules equipping;
2. SIP inserts production area;
3. Glued laminated timber production area;
4. Waste processing area.
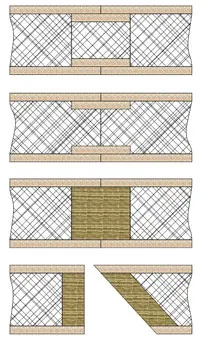
SIPS CONNECTORS
Glued laminated timber, wooden board, SIP inserts, and OSB laths can be used as connecting and bounding elements. Their production and cutting is carried out on additional lines supplied as an option and linked to the MES.
All Gluestream machinery is equipped with a remote access module, providing the customer with 24/7 online internet support.
Please, contact us if you need to get our technical support and we will share our knowledge with you.
Our team has a great experience in adhesive technology, gained over the years.